Letter from the Management Board | About This Report | Sustainability Management | Corporate Governance | Corporate Bodies and Management | Report of the Supervisory Board | Creating Added Value at ALTANA | Group Management Report | Products | Safety and Health | Environment | Human Resources | Social Commitment | Consolidated Financial Statements (condensed version) | Multi-Year Overview | Global Compact: Communication on Progress (COP) | ALTANA worldwide | List of Full Ownership | Overview - About This Report | Contact
Environment
Environmentally friendly management is a key component of ALTANA’s corporate strategy. Our goal is to steadily reduce the energy consumption at all sites and in all areas. We also implement this objective in other environmentally relevant areas, such as waste and the consumption of drinking water.

Improvements in Environmental Performance
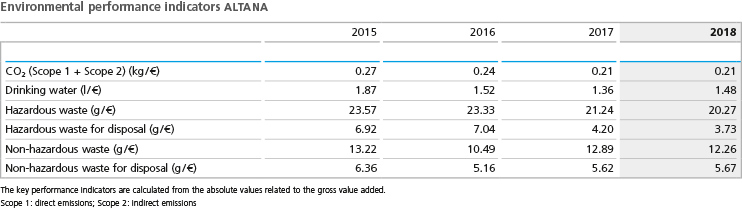
ALTANA controls the Group’s environmental protection performance with the help of self-defined key performance indicators that set the company’s energy and resource consumption in relation to gross value added. ALTANA specifies upper limits for energy and resources consumption for each calendar year. The data on CO2 emissions, water consumption, and waste volumes, which have been collected since 2007, document the Group’s continuous progress.
In the 2018 fiscal year, the ALTANA Group’s energy consumption amounted to around 708,000 megawatt-hours after 697,200 megawatt-hours in the previous year. The specialty chemicals company had already reached its long-term goal of reducing its specific CO2 emissions related to gross value added from 2007 to 2020 by 30 % to 0.21 kg / € in the previous year. This aim was achieved through the selection of electricity providers. Nearly all of our German sites now obtain around half of their electricity, currently amounting to 280 g / kWh, from renewable energy sources. In addition, projects to improve energy efficiency are implemented at various sites. For example, another solar facility went into operation, increasing the amount of electricity from regenerative sources (see next page). As a result, specific CO2 emissions related to finished goods produced were cut from 0.35 kg / kg in the previous year to 0.34 kg / kg (a reduction of 3 %).
In 2018, the ALTANA Group reduced the volume of hazardous waste it produced from 19,300 tons (in the previous year) to 18,800 tons, although the production volume increased in the year under review. The key performance indicator in relation to gross value added also improved, from 21.24 g / € (in the previous year) to 20.27 g / €. The amount of non-hazardous waste also decreased in absolute terms, from around 11,700 to 11,400 tons. The key performance indicators related to gross value added and produced finished goods also showed a positive trend (details can be found in the document “Facts and Figures on Sustainability 2018”). The reasons for the improvement of the waste volume record include optimizations of production processes and reuse of byproducts.
In terms of water consumption, ALTANA could not achieve its target in 2018. The company’s drinking water consumption was above the upper limit set internally for the year, increasing to around 1,370,000 cubic meters. This was due among other things to temporary technical disturbances.
In the period under review, ALTANA increased its production of finished goods to 562,600 tons, needing 545,400 tons of raw material. Of the latter amount, 418,100 tons were fossil raw materials, 25,500 tons renewable raw materials, and 101,800 tons non-fossil and non-renewable raw materials. 47,100 tons of water were also used as raw material. Detailed information on ALTANA’s resource and energy consumption (differentiated based on electricity, natural gas, and oil) and on ALTANA’s environmental key performance indicators can be found at www.altana.com/facts_figures_sustainability_2018.
Again in 2018, 81 % of the Group’s manufacturing sites fulfilled the ISO 14001 standard. In addition, the energy management systems of ten sites are certified in accordance with ISO 50001.
Progress in Climate Protection
Within the framework of the Keep Changing Agenda, numerous lighthouse projects were identified that can push forward sustainability at ALTANA. Of the 26 projects submitted, 16 were selected to be implemented with a higher priority. 14 of the projects selected concern the optimization of energy efficiency, one project supports waste reduction, and another project deals with the issue of lifecycle assessment. By improving its energy efficiency, the ALTANA Group consumes less electricity and reduces CO2 emissions.
One lighthouse project, for example, seeks to optimize the drying of the product Laponite. At its Widnes site in Great Britain, BYK aims to improve energy efficiency through lower steam consumption, to reduce the waste volume, and to create better working conditions by reducing the temperature of the ambient air. With this measure BYK already saved 1,240 megawatt-hours (corresponding to 230 tons of CO2) in the year under review.
Another example is the modernization of boilers at several sites. For many chemical processes, steam is needed for heating. This steam is produced in boilers and distributed through a pipe system. Modern heating boiler systems are equipped with efficient and low-emission gas burners, exhaust heat recovery systems, and highly effective control technology. For example, at its U.S. site in Gonzales, BYK saved around 13,350 megawatt-hours thanks to this modernization. CO2 emissions were cut by nearly 2,900 tons.
ALTANA also made further investments to upgrade to more energy-efficient LED lighting. At a total of eleven sites of the four divisions, electricity-saving LED lighting was installed. With this measure, the ALTANA Group was able to save more than 1,460 megawatt-hours and reduce CO2 emissions by 620 tons.
Our Moosburg site is also contributing to environmental protection. BYK is using warm wastewater to generate energy there. Heat from around 30,000 m3 of wastewater with a temperature of 70 °C is fed back into the production process through a heat exchanger. As a result, around 1,180 megawatt-hours could be saved, meaning a reduction of approximately 340 tons of CO2.
In addition to the existing solar plants at ELANTAS in Ascoli Piceno, Italy, and in the Netherlands at BYK in Deventer, this year an additional photovoltaic facility went into operation at ELANTAS’ site in Pune, India. On the factory grounds a total of 804 panels with a maximum output of 250 kW were installed in a space of around 3,500 m2. The panels can generate approximately 400,000 kWh of energy a year, accounting for about half of the electricity needs of the new research center and administrative building at the site.
Responsible Usage of the Resource Water
Water plays an important role in many of the ALTANA Group’s production processes, and so the specialty chemicals group is making various efforts to deal sparingly with this resource. Water is used in the chemical industry as a raw material, as a cleaning agent, and as a coolant. ALTANA aims to keep its water consumption as low as possible and to use it as a cooling medium in closed loop systems.
At its Swiss site in Vétroz, ECKART is in a first step optimizing control of the pump unit in an exemplary way, thus reducing the amount of water used for cooling. As a consequence, 3,000 m3 of groundwater can be saved. In a second step, the cooling systems will be converted to closed loop cooling systems.
At its Indian site in Ankleshwar, ELANTAS successfully carried out a pilot project (“Zero Discharge”) aimed at reducing the amount of wastewater significantly. The wastewater is treated in several process steps, and in the end less than 2 % of the initial volume has to be disposed of. The largest share can be reused as water, say, for cooling the production plant.
Further Waste Management Improvement
When it comes to waste management, ALTANA’s main strategy is to avoid waste or reduce the amount of waste it produces.
At BYK’s Kempen site a usage possibility was found for a byproduct that until now had to be disposed of at great cost. So far, this byproduct has been partially fed back into the process, which, however, was very laborious and costly due to the lower quality and the additional processing time required. Now customers have been found that can use this product for their processes with no further steps.
At ECKART’s U.S. site in Louisville, previously, aluminum powder, which arises as waste during production and cannot be reused by ECKART for quality reasons, was disposed of as landfill waste. Now a recycling operation has been developed that melts this aluminum powder and enables it to be recycled. As a result, 22.5 tons of landfill waste can be avoided per year.
By optimizing its waste management at its U.S. site in Wallingford, BYK increased the percentage of waste used thermally from 52 % to 60 % and thus considerably reduced the amount of waste for disposal.
Emissions Reduced Further
In addition to CO2, which mainly arises during the combustion of fossil fuels, volatile organic compounds (VOCs) also contribute to emissions. ALTANA aims to continuekeeping these emissions as low as possible in the future. To achieve this goal, various technical possibilities are available at many sites, which will continue to be used and will be expanded in the coming years.
Technical improvements, for example the installation of an additional condensate cooler at a plant to recover solvents at ELANTAS in Ankleshwar, also contribute to a significant reduction of local emissions.
In a broader sense, ALTANA considers noise to be an emission. At all sites measures are being taken to reduce noise. At ACTEGA’s Grevenbroich site, highly efficient mufflers were installed in the ventilation systems, enabling noise levels to be reduced from 82 dB (A) to 39 dB (A) per ventilator.