Corporate Report 2023: Letter from the Management Board | About This Report | Sustainability Management | Corporate Bodies and Management | Report of the Supervisory Board | Now - for the Future | Group Management Report | Products | Safety and Health | Environment | People | Social Commitment | Consolidated Financial Statements (condensed version) | Multi-Year Overview | Global Compact: Communication on Progress (COP) | ALTANA worldwide | List of Shareholdings | Overview | Contact
Environment
Environmentally friendly management is a key component of ALTANA’s corporate strategy. Our goal is to steadily reduce the energy consumption at all sites and in all areas. We also implement this objective in other environmentally relevant areas, such as waste and the consumption of drinking water.

Improvements in Environmental Performance
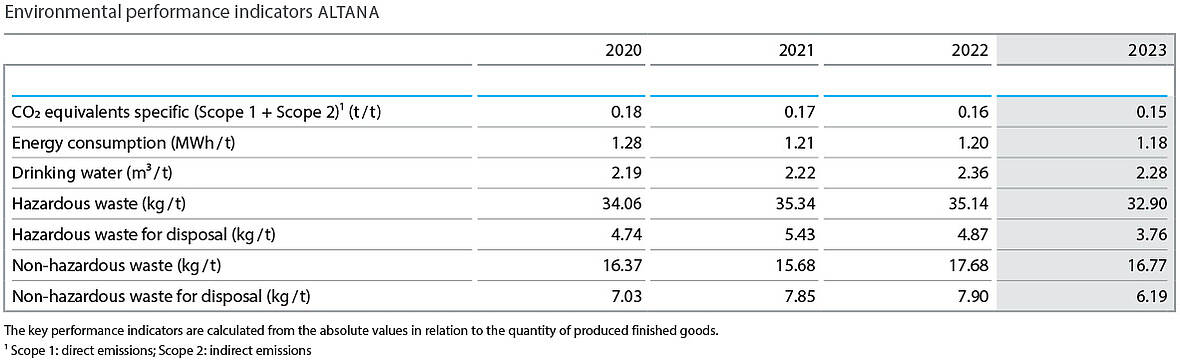
The ALTANA Group measures progress in the area of environmental protection using specific key performance indicators. In addition to the absolute values, the figures are set in relation to the quantity of produced finished goods. ALTANA sets annual upper limits for energy consumption, water consumption, and waste quantities in relation to produced finished goods. The development of these indicators is published in the document “Facts and Figures on Sustainability 2023.”
In the 2023 fiscal year, the ALTANA Group’s energy consumption decreased to 611,843 megawatt hours compared to 680,948 megawatt hours in the previous year. This was due to the continued decrease in global economic output and the resulting weak demand. The volume of finished goods produced decreased from 566,929 tons (2022) to 516,379 tons (2023). Due, among other things, to the effectiveness of the measures implemented to increase energy efficiency, specific energy consumption decreased from 1.20 MWh per ton of produced finished goods (2022) to 1.18 MWh per ton of produced finished goods (2023). Taking into account other greenhouse gases such as nitrous oxide (N²O), this resulted in a total of 77,769 tons of CO² equivalents, of which 76,393 tons of CO² equivalents belong to Scope 1. At around 16 %, greenhouse gas emissions fell more sharply than the volume of produced finished goods compared to the previous year. In addition, biogenic greenhouse gas emissions accounted for 533 tons of CO² equivalents.
ALTANA has been sourcing electricity from renewable energy sources worldwide since 2020. Furthermore, the ALTANA Group is focusing on greater energy efficiency and new technologies to reduce greenhouse gas emissions. Apart from concentrating on reducing emissions within its own value chain, ALTANA also invests in certified climate protection projects. When selecting projects, we make sure that they are certified according to internationally recognized standards such as the Verified Carbon Standard (VCS) and also contribute to selected Sustainable Development Goals of the United Nations.
In the reporting year, ALTANA voluntarily offset 44,600 tons of CO² equivalents, corresponding to around 58 % of its Scope 1 greenhouse gas emissions.
Analogous to the decline in the volume of produced finished goods described above, the volume of hazardous waste decreased from 19,923 tons in the previous year to 16,988 tons in the reporting period. Accordingly, the indicator related to the quantity of produced finished goods fell slightly from 35.1 kg / t to 32.9 kg / t. The amount of non hazardous waste also fell, from 10,022 tons to 8,660 tons. The figure in relation to produced finished goods also decreased, from 17.7 kg/t to 16.8 kg/t. The reasons for the improved waste volume balance include the decreased disposal of obsolete residual stocks at several sites (details can be found in the document “Facts and Figures on Sustainability 2023”).
Drinking water consumption fell from 1.34 million cubic meters in the previous year to 1.18 million cubic meters in the year under review. The resulting ratio based on the volume of produced finished goods fell to 2.28 m³ / t (previous year 2.36 m³ / t). Among other things, this was due to the repair of leaks and technical defects.
A total of 530,065 tons of raw materials were required. Of this amount, 342,347 tons were fossil raw materials, 24,284 tons were renewable raw materials, 119,010 tons were non-fossil and nonrenewable raw materials, and 44,425 tons were water. Detailed information on ALTANA’s resource and energy consumption (differentiated by electricity, natural gas, and oil) as well as the environmental indicators can be found at www.altana.com/facts_figures_ sustainability_2023.
In 2023, 88 % of the ALTANA Group’s production sites met the ISO 14001 environmental management standard.
New sites that are not yet certified according to ISO 14001 have three years to do so. However, these sites are already included in the total number of production sites. Eleven sites also have ISO 50001 certification for their energy management.
Climate Strategy Consistently Pursued
ALTANA has set itself the goal of voluntarily offsetting as many CO² equivalents as the company generates in Scope 1, Scope 2, and selected categories of Scope 3 (categories 4, 6, and 8) as of 2025. The analysis includes greenhouse gas emissions resulting from the combustion of fossil fuels, primarily natural gas, as well as those resulting from chemical reactions in production processes (Scope 1). It also includes indirect greenhouse gas emissions from the purchase of energy, particularly in the form of electricity and steam (Scope 2). Furthermore, from 2025, the offset amount will also include greenhouse gas emissions caused by necessary business trips, company cars, and the transportation of goods. This voluntary contribution to slowing climate change is not offset against the emissions that are generated. However, the procedure corresponds to the best practice recommendations of SBTi (Science Based Target initiative) for support measures on the path to decarbonization. As a result, ALTANA is contributing to the climate target of limiting global warming to 1.5 °C adopted at the UN Climate Change Conference in Paris in 2015 and confirmed in Glasgow in 2021.
In the year under review, ALTANA consistently pursued its climate protection goals and continued to drive forward the energy transformation. All sites contributed to this. In order to optimize energy consumption, operating processes were reviewed and systems and machines were identified that can be switched off temporarily or run in a reduced operating mode without impairing operational processes and safety. To this end, energy teams at the sites work together on an interdisciplinary basis and share their findings across the divisions. This year, for instance, the operation of ventilation and lighting systems was optimized at various locations. State-of-the-art energy monitoring and energy management systems support the energy teams in identifying unnecessary consumption. Optimized manufacturing processes can also contribute to energy efficiency. With the ALTANA Excellence Program, such adjustments are systematically developed and implemented. The efficiency measures described in excerpts below alone have contributed to an energy reduction of more than 10,350 MWh per year.
In the reporting year, production steps and material flows as well as supply facilities were improved within the Group. This optimization often results in combined savings while maintaining product and supply quality. At the Hartenstein site, ECKART replaced older ball mills of a smaller design with a larger new one, modernized pumps and filtration systems, and replaced filtrate solvent lines so that the filtrate is conveyed without pumps. In addition, material efficiency in existing units was further increased. The material and energy efficiency achieved in this way will result in future savings in electrical energy of more than 100 MWh per year. At the ECKART site in Wackersdorf, cleaning intervals for filter systems were optimized, saving compressed air.
As a result, more than 17 MWh of electrical energy will be conserved in the future. The optimization of wastewater treatment plants at ELANTAS in Ankleshwar has also resulted in a combined savings effect. By improving the process and simultaneously optimizing the material flows, the pumping capacity could be reduced and water saved. By reducing process times at its sites in Tongling and Pimpri through scaling effects, ELANTAS has saved energy. BYK is adopting a similar approach at its Wallingford site.
The Group also achieved improvements in the area of heating and cooling systems. For example, ECKART installed a heat recovery system in a compressor unit at the Hartenstein site in Germany. The heat generated is now fed into the building heating system in the winter. The BYK site in Widnes optimized and modernized the heating system for office buildings. This will save 175 MWh of energy and 32 tons of CO² per year. At the site in Gonzales, a heat recovery system was installed in an exhaust gas stream from a thermalcleaning system, resulting in a reduction of the exhaust gas temperature. In addition, the fresh water for the nearby steam generator is preheated, enabling annual savings of 1,100 MWh of energy and 220 tons of CO². BYK implemented a similar principle at its site in Louisville. At the site, energy that can still be utilized in a wastewater stream will be made available for heating buildings using a heat exchanger.
Another important contribution is the conversion of existing lighting systems to more energy-efficient alternatives, such as LEDs. Apart from regular maintenance measures, corresponding projects were again carried out at sites in the four divisions to install LED lighting on a larger scale. In total, these measures can save more than 21 MWh of electricity a year. A dedicated project to replace old light sources with LEDs was launched at ELANTAS in Hamburg, leading to total savings of up to 70 MWh per year. The implementation will not be finalized until 2024, but a large proportion was already replaced in the year under review.
Moreover, the divisions pay particular attention to energy efficiency when purchasing new machines and equipment. For example, the replacement of an extruder motor at BYK’s Earth City site brings about savings of 50 MWh per year. The installation of energy-efficient motors as part of ongoing maintenance is a general requirement at ALTANA. Building on this, pumps, compressors and motors were modernized and made energy-efficient during maintenance at the ELANTAS site in Ankleshwar. In addition, longer-term programs promote systematic replacement. These have been running since 2018, for example at the ELANTAS sites in Ascoli and Quattordio in Italy, Ankleshwar in India, and Hamburg in Germany. In total, more than 100 MWh per year have already been saved.
Further optimization and modernization of compressed air generation at some ALTANA sites helped to achieve improvements worldwide. This includes the search for and elimination of compressed air leaks, notably at the ELANTAS site in Quattordio, which is expected to save more than 50 MWh per year. ECKART has saved around 530 MWh a year at the Vétroz site by modernizing the compressor systems and 290 MWh a year by optimizing the operation of the compressor system in Wackersdorf and installing a modern refrigeration dryer.
For the posttreatment of emissions resulting from production processes, plants for thermal post-combustion using natural gas are operated at various ALTANA Group sites. In the year under review, ACTEGA successfully switched to catalytic exhaust air purification at its Grevenbroich site, thereby avoiding 3,700 MWh of natural gas and thus around 750 tons of CO2-equivalent greenhouse gas emissions per year. At several sites, ELANTAS and BYK are also investigating whether the existing thermal afterburners can be replaced by alternative systems. Also, ELANTAS has switched to a new exhaust air purification system based on activated carbon at its Hamburg site. This saves 3,100 MWh of natural gas and 700 tons of CO² equivalents per year.
In order to reduce indirect greenhouse gas emissions through the procurement of energy, especially in the form of electricity, ALTANA prefers to purchase green electricity directly from local suppliers. In cases where sites are currently unable to purchase certified green electricity directly from the local electricity provider, so-called certificates of origin for electricity from renewable sources are bought in accordance with recognized quality standards (e. g. CoO for Europe, IREC for China, and GREEN-E for the U.S.). In 2023, the total volume amounted to 221,533 MWh.
In parallel, ALTANA is working intensively on other options, such as direct procurement from sustainable energy generation plants. In the reporting year, the ALTANA Group purchased green electricity from German wind and solar power plants, which had already been agreed in the previous year for the years 2024 to 2027. This will cover approximately 50 % of the electricity needs of ALTANA’s German sites. Additionally, the Group analyzed the possibilities of directly purchasing green electricity internationally in the reporting year and did so wherever possible. Seven sites already generate their own energy from renewable sources. ELANTAS operates photovoltaic (PV) systems in Ascoli, Collecchio, and Pune with an installed capacity of 1.24 GWP (Giga Watt Peak), ACTEGA at the Vigo and Bremen sites with 1.08 GWP, and BYK in Deventer and Shanghai with 0.51 GWP. Furthermore, the ALTANA Group installed further PV systems with a total output of 1 GWP at various sites in the reporting year. They will go into operation in 2024. Additional PV installation options are also being examined. ECKART in Hartenstein generates electricity from a hydropower generator and BYK in Denekamp utilizes biogas to generate energy. In total, ALTANA uses 1,850 MWh / year from its own photovoltaics. Plus, 2,711 MWh of fossil natural gas can be saved by using biogas at the Denekamp site.
To ensure that production, laboratory, and administration buildings can be heated and cooled efficiently, some of them need to be renovated and modernized regarding energy efficiency. An example is the replacement of the insulation windows and the modernization of the air conditioning system at the ELANTAS site in Collechio. At BYK’s site in Moosburg, investments were made in more efficient air conditioning units that can heat at the same time. This reduces the power consumption of the old electric radiators and further increases energy efficiency through the use of heat pumps.
It is crucial to use fossil fuels particularly efficiently when transporting raw materials and finished goods. In order to avoid unnecessary Scope 3 emissions, ECKART improved the planning processes at the Hartenstein site in Germany to such an extent that the proportion of air freight has been reduced. At the site in Vétroz, Switzerland, the transport of zinc metal raw materials was shifted to rail. By using rail as a means of transport, around 261 tons of CO² equivalents were avoided. ELANTAS installed charging facilities for electric cars at its Hamburg site, while ALTANA expanded its charging station infrastructure in Wesel. Consequently, the Group is making a valuable contribution to reducing emissions in the transportation sector. In addition, ELANTAS replaced existing diesel- and gas-operated forklift trucks with electric ones at its sites in Ascoli, St. Louis, and Olean, as well as BYK in Widnes.
Development of Longterm CO2 Reduction Targets as Part of the Keep Changing Agenda
Aside from the specific key figures reported above, the ALTANA Group would like to further define and refine its climate protection strategy. To this end, four cross-divisional action fields were specified and launched in the reporting year. Among other things, these aim to further reduce the carbon footprint along the value chain. Also, both short-term and long-term absolute targets for the ALTANA Group’s CO² emissions are to be defined, which are to be validated in a second step using scientific methods. This endeavor is supported by participation in sustainability networks and cooperation with universities.
The substitution of fossil fuels with renewable energy sources is an important pillar for ALTANA on the road to decarbonization. The energy transformation roadmap drawn up last year was further specified by the individual sites. The goal is to gradually phase out fossil fuels, even as production volumes grow.
To this end, the consumption levels at the sites are identified and the energy transformation is propelled forward through specific projects.
In 2023, for instance, the focus was on developing alternative heating concepts for buildings at the BYK sites in Kempen and Wesel and for ECKART in Hartenstein. Geothermal energy, coupled with process waste heat and heat pumps, was examined in more detail. Particular attention was paid to the generation of process heat. The extent to which combustion processes can be replaced by electrical processes such as direct heating or heat pumps, or operated with alternative renewable fuels – for example by employing sustainably produced biogas and wood chips – is being evaluated.
Responsible Usage of the Resource Water
Water plays an important role in many of the ALTANA Group’s production processes, and so the specialty chemicals group is making various efforts to use this resource sparingly. Water is utilized in the chemical industry as a raw material, as a cleaning agent, and as a coolant. ALTANA aims to keep its water consumption as low as possible and to use the resource as a cooling medium in closed cycles.
In the reporting year, we were able to significantly reduce our water consumption at several sites, although frequent droughts and high air temperatures increased the demand for cooling water considerably in some places. At BYK’s site in Schkopau, pH probes were installed to monitor compliance with discharge conditions and to better control water usage. ECKART continued to optimize the cooling water networks at its German site in Hartenstein. At this site, cooling for 14 units was converted from open circuits with cooling towers to closed cooling circuits. By installing a reverse osmosis system at its Ankleshwar site in India, ELANTAS saves around 11,000 m³ of wastewater per year. The wastewater was previously treated before being discharged into the sea. The new plant treats the wastewater so that it can now be used as fresh water for process applications. BYK’s production site in Gonzales, USA, was also able to improve its existing reverse osmosis plant and further enhance its efficiency.
Optimization of Waste Management
Chemical processes generate waste and wastewater, which mainly applies to production sites. ALTANA aims to avoid or reduce wastewater and waste and thus minimize the negative effects on people and the environment, among other things by using suitable raw materials and cleaning agents.
ALTANA’s divisions were able to reduce waste volumes at numerous sites by means of recycling. BYK was able to save around 83 tons of CO² equivalents at its Kempen site by optimizing the composition of its waste. In addition, a byproduct is processed in such a way that it can now be reused as a raw material outside the ALTANA Group. Furthermore, a silane compound was extracted from a waste stream, which can therefore be reused as a raw material in production. This process cuts costs, avoids waste, and reduces the carbon footprint by a further 360 tons through direct recycling. ECKART established processes in Hartenstein to separate raw materials from waste streams. As a result, they can now be used internally for thermal purposes. At ELANTAS in Hamburg and at BYK in Deventer, the proportion of household and commercial waste recycled was increased. In the past, waste with a high energy content was disposed of without using the energy it contained. ELANTAS in Ankleshwar has now implemented such a waste material for thermal use in the cement industry, saving energy and CO² emissions in the manufacturing processes.
Other measures at various sites in the four divisions include reducing production losses and reusing small containers and IBC liquid containers.
Emissions Further Reduced
In addition to greenhouse gases, other emissions can also have a negative impact on the environment and people. In this context, particular mention should be made of volatile organic compounds (VOCs). ALTANA aims to continue keeping these emissions as low as possible in the future. To achieve this goal, various technical options are available at many sites. Further measures to reduce emissions were implemented in the year under review. ELANTAS installed a new exhaust gas purification system with activated carbon filters in the storage tank area at its Chinese site in Tongling. Filling processes displace the protective atmosphere, which is then captured by pipelines and fed into the filter system. In general, systems were modified at various locations in the divisions in order to carry out filling and mixing processes in closed systems. In Schererville (U.S.), for instance, ECKART replaced an open mixing vessel with a closed one, and at ELANTAS in Ascoli, raw materials are now stored in tanks to eliminate the need for handling drums, which avoids packaging waste and VOCs and protects employees even better. Of course, it is most efficient if VOCs are not produced in the first place. To this end, a product development project was launched in the Research and Development department in a water-based test facility at BYK’s Shanghai site. The objective is to manufacture VOC-free products.
In addition to reducing the quantities of VOCs, ALTANA also focuses on continuously improving noise emissions. At its British site in Widnes, for example, BYK completed an extensive program to reduce noise in catalyst production. ALTANA is actively implementing additional measures to contribute to nature preservation. The Group adopts a deliberate approach to land development, prioritizing the retention of open spaces in their most natural state whenever feasible. As an example, at the BYK site in Wesel, a new flower meadow was cultivated on the green area in front of an office building. Similarly, at ELANTAS in Hamburg, a bumblebee hotel was constructed on an open space. These initiatives not only enhance the surrounding environment but also play a role in raising overall environmental awareness.